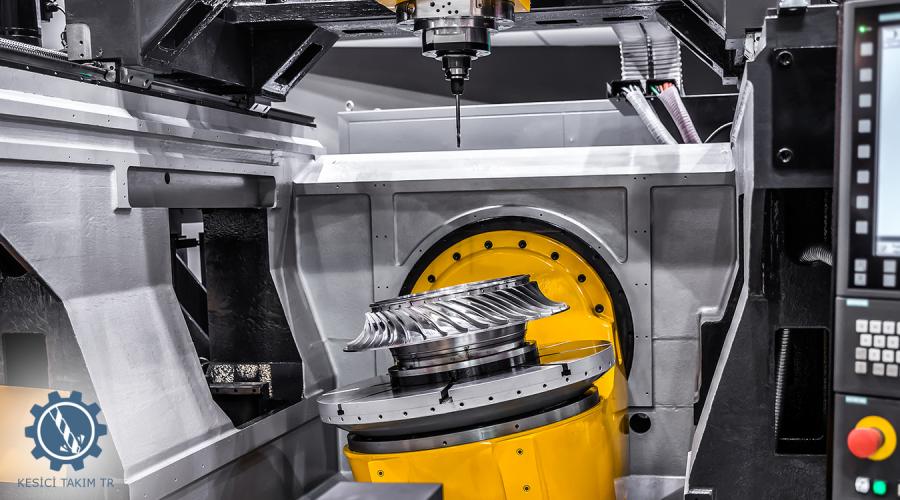
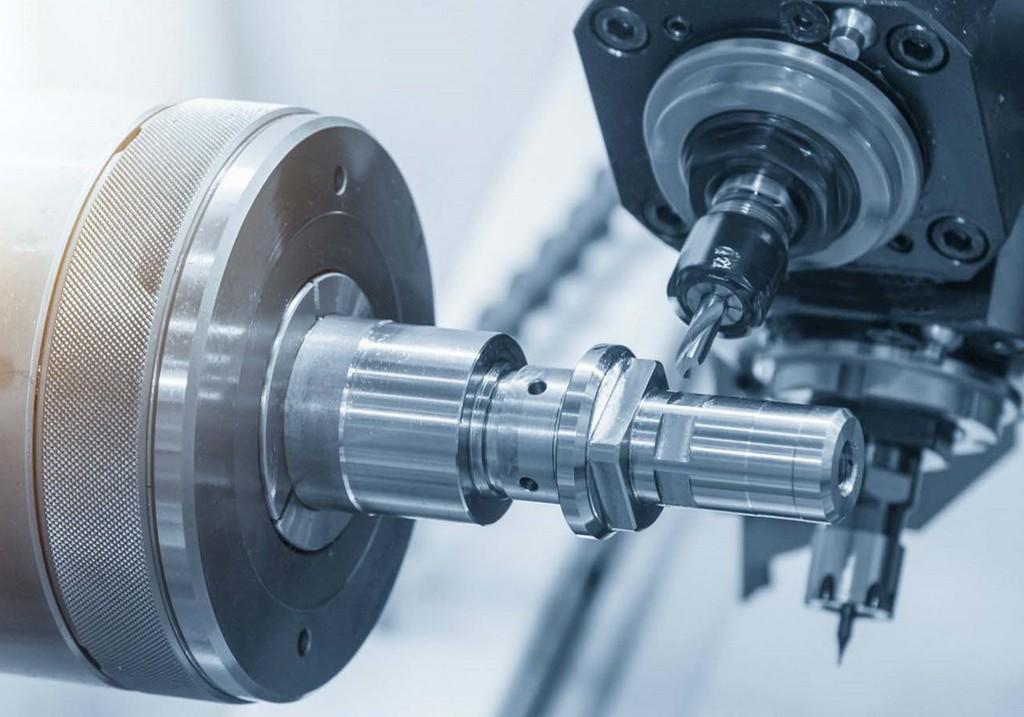
TALAŞLI İMALATTA KESİCİ TAKIMLAR
Talaşlı imalat eldeki iş parçasının yüzeyinden ya da iç bölgelerinden malzeme kaldırarak iş parçasına şekil verme yöntemidir. İş parçasının tipine, boyutuna, verilmek istenen şekle vs. göre birçok farklı talaşlı imalat tekniği kullanılmaktadır.